
Lapierre Cycling’s headquarters in Dijon, France, sits on the original site where Gaston Lapierre started the company in 1946. The newer offices and showroom, visible as the facade above, were added around 2003.
Accel Group bought 33% of the company in 1993, then took over completely in 1996. With the purchase of Raleigh North America in 2012, it opened the door for them to bring their bikes to the US.
The FPS-design X-Flow and X-Control models will not be brought stateside, favoring the all-new platforms introduced under their pro athletes. These include the 2014 model year Zesty and Spicy, with their FSR-based OST+ platform, and the racy XR are headed for North America. We covered the US-bound models (road, also) at DealerCamp last summer along with the usual new bike announcements here and here. In the 2015, the DH downhill model and others may join them. (Editor’s note: minor changes were made to this paragraph regarding patents and reasons for import selections. Read on for a description of the OST+ design and why it differs from Specialized’s version of the FSR platform. Some speculated that Lapierre held off on entering the U.S. because of Specialized’s patents, which is partly true. But the Accel deal gives them the strength to properly support the market)
Frames are all made in Asia, then sent to either this main office in Dijon or their St. Etienne warehouse, near Lyon. So, what goes on here? Oh, the usual office type activities, complete bike and wheel assembly and some pretty gnarly (and noisy!) torture testing…

When you first walk in, executive offices are along the right and the showroom with all current models takes center stage.

Up the stairs are a few more offices and a wide open dining area and kitchen. It offers a nice view of the entire showroom. Walk through all the pretty bikes, pass through a storage area and you’re suddenly immersed in a full-on, large scale bicycle assembly warehouse.

Frames and forks arrive at one end of the warehouse, are unwrapped and put on the rolling racks (they call them chariots) and moved into the production room to be assembled.


The assembly room is a vast hall with different stations for different parts of the process. Many of the folks putting them together have been working here for 30 or more years. They move around from station to station, each capable of doing pretty much any part of the job.

The first stop is where each bike gets a ticket that links the serial number to the type of bike. From there, they are able to track when it arrived, everyone who touches the frame and what part they assembled, when it leaves and to which shop. That ticket becomes the label that goes on the box.

Then they get bottom brackets, cranks and forks installed.

The next aisle over, the small parts (skewers, reflectors, bar tape, etc), saddle, seatpost and owners manual. Each parts box is weighed and stickers with the date, time and weight. So, if a shop calls and says parts are missing, they have them email a photo of that sticker so they can determine (by weight) if things really were missing or if they need to take another look around their workspace.

Next up, handlebars are assembled with shifters and car housing is cut to length and batched with the brakes according to length, each batch marked for the appropriate frame size.


In the next room, wheels are assembled. It starts by hand to get spokes placed into the holes and nipples are threaded on.

From there, the process is completely automated, running through three different machines that (1) tighten the spokes, (2) stresses the wheel slightly with lateral flexing and vertical compression to remove any spoke twist and help the nipples settle before moving onto the last machine, which (3) trues the wheels. They use a Mach 1 machine with custom, proprietary software that lets them set all the parameters separately for each size and type of wheel. Video of this machine in action at the end of the testing room footage below.

The blue machine on the left is the wheel building apparatus, rolling them out the end toward the finishing station at the end of the room.

That’s where they get tires, tubes, rotors and cassettes installed, then are placed on another chariot and moved into the assembly hall. Disc brake rotor bolts are started by hand, rather than being put directly on the end of the drill, so they’re sure they go in straight. The drill is preset to stop at the appropriate torque.

Then they move down the assembly line to get all the rest of the components installed and spot checked for shifting and braking, then it’s all boxed up with a lot of protective wrapping and padding, with wheels separated by additional cardboard barriers.
The first bike from each series is sent to QC to ensure everything’s being done properly.
TESTING ROOM

At the back of the building is Lapierre’s testing room. They have all the EN testing equipment, plus their own tests to measure for frame flex and equipment testing. See that green box in the back? It’s the worst torture machine we’ve seen yet. It’s also the loudest. Not only is it insulated for sound, but once they turn it on, everyone leaves the room and shuts the doors. And you can still hear it all the way through the assembly hall. This video doesn’t do it justice, but about half way through, you’ll see it in action:
That’s a 35kg (77lb) weight cluster on the seat tube and 20kg (44lb) in the BB. The front rolls on a spiral shaped roller that drops it 2.5cm each rotation while they rear drops it 1cm, out of sync. They will run it in 15 minute intervals and check for cracks. A sensor measures how many rotations the front roller makes, and at the minimum each frame needs to make it to 40,000 rotations before showing any damage. Their overbuilt city rental bikes make it past 100,000.
Once a frame shows a crack or damage, they’ll note it, then run the machine until it’s destroyed. Hence the name, the “Destroying Machine”.
They’ll pull production frames in the middle of a model year and test, too, just to spot check and make sure everything’s coming off the line as it should be.

They also test their house-branded components to ensure they’re meeting spec.
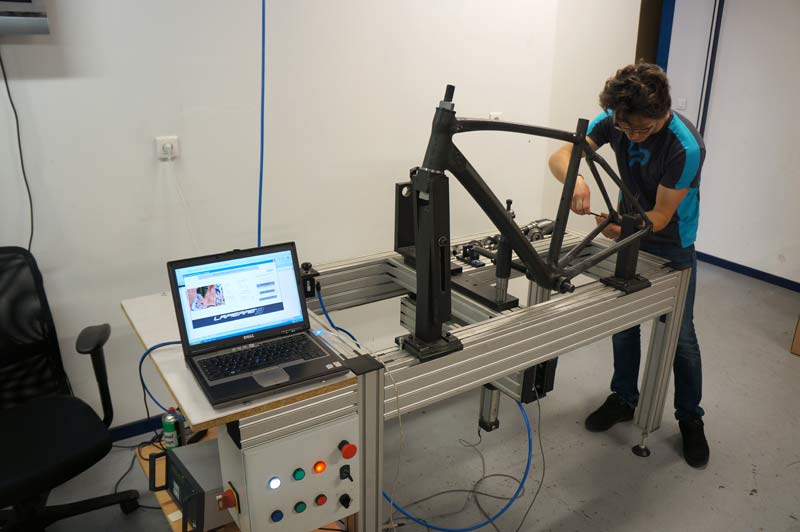
The rest of the equipment is less exciting but just as important. Frames are set on this table, which uses pneumatics to stress different parts of it to test deflection under load.


That lets them test current frames and prototype layups and shapes.
Here are a few other things we found laying around…
E:I SHOCK ELECTRONIC SUSPENSION SYSTEM

Walk out their front door and you’ll see a long, long set of hills running south from Dijon. They’re laced with singletrack, making it a perfect test bed for ideas like their Relay electronic suspension system co-developed with Rockshox. (There’s also some great road riding that parallels the hills, just hit the D122 and you’ll roll through wine village after wine village. My pick for a leisurely stop is Chez Guy in Gevrey-Chambertin. Worth it.).

The entire concept is about saving energy. So, everything starts from the pedaling, because if you’re not pedaling, there’s no energy to be lost. If you’re not pedaling the system is open. It’s when you start pedaling, the system turns on and the rear shock is put into the locked position. Then, depending on what setting you have it on, the system will move the shock into its middle or fully open setting. It’s the same three settings of a stock Monarch, it’s just that it’s automatically controlled as you’re riding to optimize performance and minimize energy loss.

It relies on two accelerometers, one at the bottom of the fork that doubles as a wheel speed sensor, and the other on the top cap of the steerer tube (shown above). This lets them measure the fork’s stroke speed and compare it to movement at the top of the bike, which determines the size of the hit and differentiate between suspension bob and an actual hit.
The computer is merely a display and method of input. It shows bike speed, cadence, trip time, distance and other basic cycling computer functions. It also displays suspension settings, and lets you choose between five settings for firmness within the automatic mode, with a higher number being stiffer. You can also switch to open or medium settings and leave it fixed there, though that sort of takes away from the point of having it. Once you’ve got it set, you can remove the computer from the bike and it’ll still function, you just won’t be able to change the sensitivity. The handlebar remote will still let you cycle through open, middle and automatic. The center button scrolls through the cycling computer functions, and if you hold it down for three seconds, it locks the shock mode so you won’t change it with an accidental button push.
It only controls the compression damping. Rebound is still set manually.

A fully charged battery will give you 25 hours of ride time, and when it’s about to die, it’ll automatically set the rear shock to the open position. Assuming that happens, or if you accidentally cut a wire on a tail, it can be ridden in any setting without harming the shock or electronics. And, there’s a 2mm allen bolt on the rear that lets you manually change the shock’s position.
The complete system adds 410g to a bike. At first, that sounds like a lot, but if you take away the weight of having another cycling computer on your bike, front and rear shock remotes and a speed/cadence sensor, the real additional weight is considerably less. All three full suspension models coming to the US this year will have the option of running the E.I. Shock. We’ve had a few rides on it (check the links at top of post for reviews) and it absolutely works as advertised. Pretty impressive.
PROTOTYPING & SUSPENSION DESIGN

All bikes start off as simple line drawings, then move to wire sketches within Solidworks to determine initial shock and pivot placement (for MTBs, road bikes skip that last step). From there, they go to design drawings to illustrate frame lines, angles and the overall look and feel. They use a mix of 3rd party industrial design firms and in house efforts to turn the drawings into 3D renderings, also done in Solidworks. If it’s a new model, the tube layouts are rendered as simple round tubes and sent to production partners to have test samples made. After riding and testing, or if it’s simply an update to an existing model, all of the details are finalized and designs are reviewed for obvious structural or production challenges. If all that clears, production moves forward. For a new bike design, there’s a minimum of one year from concept to starting production.

Now, about that whole FSR thing. The key point of the Horst Link is the location of the rear pivot. Lapierre’s OST+ uses Horst Link as a tool, but is not technically about the pivot location. It’s about the trajectory of the virtual pivot point. The pivot points are designed to control chain line. When in the sagged position, the chain line is aligned with the virtual pivot point, which means you’re not creating any torque or pedal bob. When you’re out of the sag, the rear wheel moves up and the VPP moves down, which creates tension in the chain that wants to pull the bike back down into the sag position. The idea is to simply help stabilize back to the sag position as soon as possible and be more efficient. They say it’s not strong enough to create side effects like pedal kickback or anything that’ll be felt by the rider. It’s used on their longer travel bikes like the Spicy (Team model shown). Shorter travel bikes, up to 100 or 120mm, use their FPS dual linkage/URT design on the X-Control or a simple single pivot design like on the XR 29er.
MORE BIKES

Back in the showroom, there are plenty of bikes we won’t soon see in the US. Lapierre makes a huge range of models, including these commuter and city bikes. The Eden Park models are simply gorgeous.

They even make dirt jumpers and 24″ youth models.

And race-worthy tandem mountain bikes!

Tucked in the back was very old Lapierre mixte city bike, still sporting the original logo:
Huge thanks to Sara and the rest of the crew at Lapierre for the hospitality and showing us around.